

Rishi Laser operates 7 ISO 9001:2015-certified manufacturing units across Maharashtra, Gujarat, Karnataka, Tamil Nadu, and Haryana with 46,000 MT/year processing capacity, Caterpillar SCR certification at 3 facilities, and EN 15085-2 CL-1 for railway critical welding.

Most Indian Sheet Metal Fabricators operate from 1 or 2 plants in a single Industrial cluster – Pune, Ahmedabad, Chennai, or Faridabad. For low-to-medium volume contracts, that is workable. But OEM programs that grow, shift geography, or require parallel supply hit three structural problems with single-plant suppliers:
When a plant's machines are fully loaded, your surge order waits in the queue. There is no second facility to absorb the overflow.
A supplier based in Pune cannot serve your Chennai assembly line without adding shipping cost and transit time advantages that partly cancel the India manufacturing cost benefit.
Many Indian fabricators hold certifications at the company level while running production from satellite units that have never been independently audited. When your quality team asks which facility will produce your parts, the answer matters.
Rishi Laser was structured to address all three. Distributed capacity across 7 certified units, in the states where Indian OEM manufacturing actually concentrates.
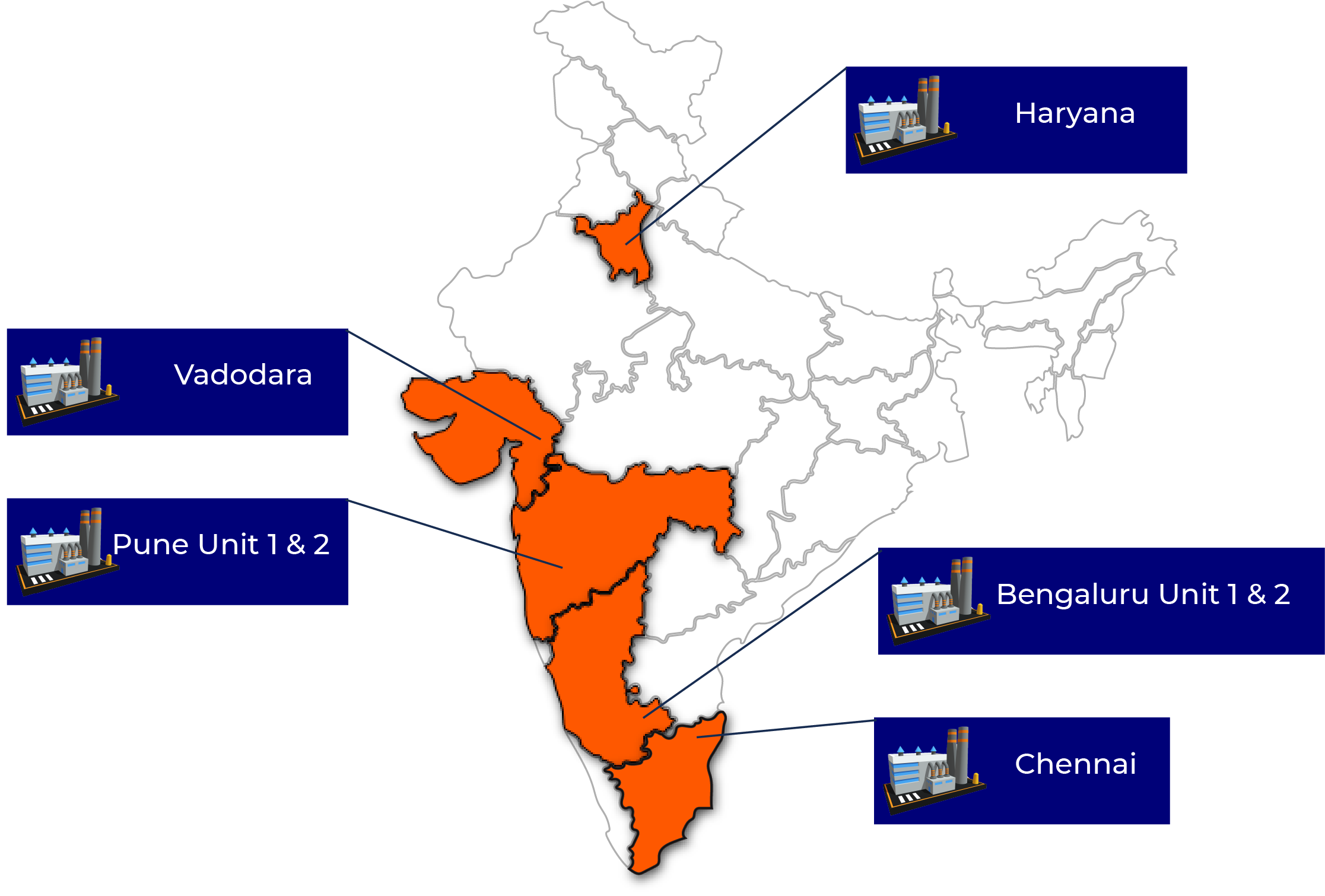
The 7 units are distributed across Maharashtra, Gujarat, Karnataka, Tamil Nadu, and Haryana which puts Rishi Laser close to the major OEM manufacturing corridors: Pune, Vadodara, Bengaluru, Chennai, and Sonepat.
This is a single integrated manufacturing network operating under uniform quality controls not a group of independent affiliates. Process parameters, inspection standards, and engineering documentation follow the same system at each unit.
For a procurement team running supplier qualification, that means auditing the system once and being able to allocate production across multiple geographies with confidence in the output.

Total sheet steel throughput across the network is 46,000 MT per year roughly 3,800 tonnes per month available for program allocation.
What that headroom does for an OEM is straightforward: it means Rishi Laser is not dependent on your order to keep its lines running, and it is not constrained by your order when volumes increase. Single-plant competitors in this segment typically operate at 5,000–8,000 MT/year. At full utilisation, they have no reserve to draw on.

Standardising across the fleet means process parameters and tolerances are replicable from one unit to another. A component cut to specification in Pune can be reproduced to the same standard in Chennai. That consistency is harder to achieve on a mixed fleet of machines calibrated independently.
All Seven
Manufacturing units
Environmental management for Sustainable operations
(Bengaluru)
European railway welding, highest classification
(Pune)
European structural steel fabrication (Pune)



A Caterpillar Supplier Capability Review (SCR) is an on-site audit carried out by Caterpillar’s supply chain engineering team. It assesses a supplier’s manufacturing processes, quality systems, and delivery reliability against Caterpillar’s standards for production suppliers. SCR certification is facility-specific, each unit is audited independently.
Rishi Laser’s Pune, Bengaluru, and Chennai units each hold Caterpillar SCR certification. Three facilities. Three separate audits. The same result.
Rishi Laser also holds a Supplier Appreciation Award from Emerson, which runs its own supplier qualification process for production partners.
Across the network, Rishi Laser is an active export manufacturing partner to 8 Global OEMs across 8 countries. For a procurement team beginning supplier qualification, the practical implication is that Rishi Laser has already been through qualification processes at Caterpillar and Emerson’s standard. Your evaluation is working from a documented baseline.
| Customer | Country / Location |
|---|---|
| Caterpillar | Morton (USA), Singapore |
| Haulotte | Reims (France), Arges (Romania) |
| Emerson | Reno (USA), Brisbane (Australia) |
| Schlumberger | USA |
| Premiere Composite Tech. | Dubai (UAE) |
| HE Silos | Australia |
| Termeca Choquenet | Belgium |
| DEC Group | Switzerland |



The gap between “can produce the part” and “can reliably supply 1,000 per month for three years” is where supplier relationships most often break down. The stages below are Rishi Laser‘s standard approach for bringing an OEM program from first article to volume production.
Before a prototype is cut, Rishi Laser's engineering team reviews OEM drawings for manufacturability material selection relative to forming and welding requirements, bend radius feasibility, weld joint geometry against EN or AWS process qualifications, and tolerance stack analysis across multi-part assemblies. DFM review is where problems that would appear as rework or engineering change requests mid-production get caught before they cost anything.
First articles are produced in small batches (typically 5 to 50 pieces) and subjected to full dimensional inspection including CMM measurement where required. The FAI report is provided to the customer for sign-off before volume production is approved.
A trial lot run at the target production volume validates that process parameters hold at scale. Welding procedures, laser cutting programs, bending sequences, and inspection criteria are locked at this stage. PPAP documentation is generated where the customer's quality system requires it.
Approved programs receive dedicated machine time and line allocation at the relevant Rishi Laser unit. For programs with surge volume requirements, production can be distributed across multiple units in the network, a load-balancing option that a single-plant fabricator cannot provide.
Of Rishi Laser’s 650+ employees across 7 units, 70 hold individual AWS (American Welding Society) or EN (European Norm) welding certifications.
These are not facility-level certifications. AWS and EN welder qualifications require each welder to pass written and practical examinations covering welding processes, metallurgy, inspection, and quality control. Individual qualification is a mandatory requirement for EN 15085-2 CL-1 production, you cannot hold CL-1 certification without the qualified welders to back it. It is also required by many North American OEMs whose supplier agreements specify AWS-certified welding on safety-critical or structural components.
70 individually Certified Welders across 7 sites gives OEM programs access to certified welding capacity at the geographic point closest to their assembly operations.

Safety-critical welded assemblies under EN 15085-2 CL-1. Indian metro programs and European-standard railway projects.
Structural assemblies, chassis components, and enclosures. Caterpillar SCR-certified at Pune, Bengaluru, and Chennai.
CNC turret punching and laser cutting for panel enclosures, switchgear chassis, and control cabinets across the full range of sheet gauges.
Structural and process equipment components in mild steel, stainless steel, and alloy grades.
Press brake bending, laser cutting, and welded sub-assemblies for automotive OEM supply chains.
Precision sheet metal enclosures and chassis for telecom infrastructure and industrial instrumentation.
Sheet metal components and fabricated assemblies for machinery OEMs in the textile sector.























Rishi Laser operates 7 manufacturing units across Maharashtra, Gujarat, Karnataka, Tamil Nadu, and Haryana, with a combined sheet steel processing capacity of 46,000 MT per year. All 7 units hold ISO 9001:2015 QMS certification independently. Three units — Pune, Bengaluru, and Chennai — hold Caterpillar SCR certification. This distributed, certified network is designed for OEM programs that require consistent quality and scalable volume across Indian geographies without relying on a single production point.
46,000 MT per year across 7 manufacturing units in 5 states: Maharashtra, Gujarat, Karnataka, Tamil Nadu, and Haryana. The machine fleet includes 23 laser cutting machines, CNC press brake bending up to 500 tons, and ABB and Cloos robotic welding systems producing assemblies up to 10 MT.
A Caterpillar Supplier Capability Review (SCR) is an on-site audit conducted by Caterpillar’s supply chain engineering team, assessing manufacturing processes, quality systems, and delivery reliability against Caterpillar’s global production supplier standards. Certification is facility-specific, each unit must be audited and approved independently. Rishi Laser’s Pune, Bengaluru, and Chennai units each hold SCR certification, meaning three separate facilities have passed Caterpillar’s qualification process.
Yes. The Pune manufacturing unit holds EN 15085-2 CL-1 certification – the highest classification under the European railway welding standard, which applies to safety-critical welded components where failure would affect the structural integrity of railway vehicles. The Pune unit also holds EN 1090 certification for structural steel fabrication. EN 15085-2 CL-1 requires individually qualified welders and validated welding procedures at the facility level.
70 welders across Rishi Laser’s 7 units hold AWS (American Welding Society) or EN (European Norm) welding certifications. These are individual welder qualifications, each person has passed written and practical examinations – not facility-level certifications. Individual welder qualification is a mandatory requirement for EN 15085-2 CL-1 production and for OEM programs that specify certified welding on safety-critical or structural components.
A single-plant fabricator generally cannot absorb surge volume without extending lead times when the lines are fully loaded, additional orders queue. Rishi Laser’s 7-unit network allows production load to be distributed across facilities when any one unit is at capacity. This multi-unit load-balancing means surge volume on an existing program does not displace other scheduled production or extend your delivery window.